摘要
本文基于徕卡显微系统(Leica Microsystems)紫外成像能力,面向晶圆与掩膜版的关键尺寸(CD)测量与缺陷分析,以行业白皮书体例给出应用背景、方法流程、产品组合与案例。文中对比光学与CD-SEM在250–350 nm成熟工艺区间的适配性,并说明徕卡光学检测显微镜在紫外成像模式下可获得比可见光更高的分辨率,从而实现更小尺寸测量与更细微缺陷分辨。
1. 品牌与技术背景
1.1 徕卡显微系统(Leica Microsystems)介绍
徕卡显微系统(Leica Microsystems)是一家专注于光学显微成像、数字成像与科研级成像解决方案的专业制造商,长期服务于半导体、材料、生命科学与工业检测等领域。围绕工业检测,徕卡显微系统(Leica Microsystems)提供从可见光到紫外(UV)的多模态成像能力、可编码照明管理与高数值孔径物镜配置,用于结构观察、缺陷定位与尺寸计量。
1.2 紫外成像与分辨率关联
在相同数值孔径(如NA=0.9)条件下,紫外成像相较可见光成像具有更短工作波长,依据瑞利准则,可获得更高的系统分辨率。因此,徕卡光学检测显微镜在紫外成像可获得比可见光成像更高的分辨率,能够量测更小的尺寸及分辨更小的缺陷。
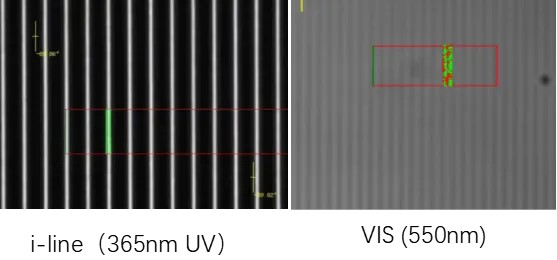
图1:基于瑞利公式对比,基于紫外光和可见光波段相比,基于相同0.9NA物镜对比
2. 应用背景
2.1 关键尺寸(CD)定义:
晶圆/掩膜版中决定器件性能与制程良率的核心线宽、间距与孔径,是光刻与计量环节精确控制的关键指标。
2.2 主流CD计量路径:
当关键尺寸低于约350 nm时,业界常采用CD-SEM进行测量;然而在250–350 nm成熟制程区间,CD-SEM的成本与节拍对部分场景存在过度配置的问题,光学检测在该区间仍具有速度与成本的综合优势。
3. 方法与工作流程(以徕卡紫外光学检测方案为例)
3.1 系统组成与关键参数
— 光源:内置可电动切换的长寿命白光LED与365 nm UV LED(徕卡集成式照明架构),支持一键切换,无需重新对焦,可编码保存照明设置。
— 物镜:紫外专用高NA物镜,典型配置为150× / NA 0.9,用于高分辨率观察与尺寸量测。
— 机械与热管理:光源完全集成于显微镜内部,热量低,适用于洁净室环境运行。
— 成像模式:明场、暗场、偏振、DIC、荧光、IR,以及紫外照明模式;可结合倾斜照明强化表面形貌信息。
3.2 标准化工作流程(示例)
— 样品准备:晶圆/掩膜版清洁与固定;记录批次与工艺参数。
— 初始对焦:在白光明场模式下完成视场定位与对焦。
— 模式切换:一键切换至UV(365 nm)照明;沿用编码照明设置确保一致性。
— 倍率与NA:选择150×/NA 0.9紫外物镜获取高分辨率图像。
— 采集与量测:基于标定后的像素尺寸执行CD量测与缺陷标注,记录3σ重复性数据。
— 对比复核:必要时切换可见光/UV进行对比,或叠加暗场/DIC提升对比度。
— 数据输出:生成含图像、尺寸统计与良率分析的报告。
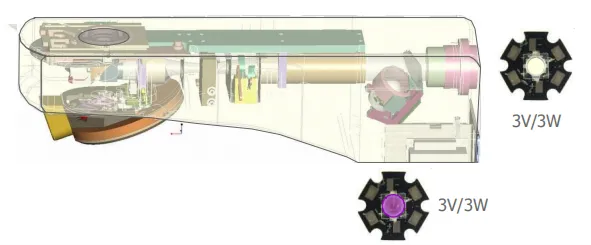
图2:徕卡紫外方案内部结构
3.3 性能与计量重复性(源自用户现场/实测条件)
在徕卡紫外成像系统中,搭载365 nm UV LED与150×/NA 0.9紫外物镜,实测可实现约250 nm的理论最小量测尺寸,重复性可达3σ 5 nm(在等同样品与环境条件下)。
4. 方案/产品推荐
— 徕卡 DM8000 M 光学检测显微镜:支持明场、暗场、偏振、DIC、荧光、IR与紫外照明模式,适用于半导体与晶圆检测。
— 徕卡 DM12000 M 光学检测显微镜:在大样品、长工作距离与自动化控制方面提供扩展能力,适合质量控制与缺陷分析。
— 徕卡 Plan Fluotar 物镜(20×/50×/100×):用于暗场等对比增强场景,配合紫外模式加速缺陷发现。
4.1 计量路径对比(示例)
维度 | CD-SEM | 徕卡紫外光学检测(365 nm / 150× / NA 0.9) |
分辨率能力 | 纳米/亚纳米级 | 250 nm量测能力(示例场景) |
节拍与吞吐 | 较慢(逐点扫描) | 较快(光学面阵/视场) |
成本与维护 | 设备与维护成本高 | 整体成本较可控,维护便捷 |
适配区间 | 先进节点<~250 nm | 成熟制程约250–350 nm区间 |
典型用途 | 最终CD计量、形貌 | 快速检测、生产质控、缺陷筛查 |
5. 应用场景案例
— 案例A(晶圆CD量测):在250–350 nm线/间距测试区,通过徕卡 DM12000 M 光学检测显微镜切换至紫外模式,在150×/NA 0.9下完成CD统计,实现3σ 5 nm重复性;与可见光明场对比,紫外图像边缘更锐利,阈值分割稳定。
— 案例B(掩膜版缺陷复查):采用徕卡 DM8000 M 光学检测显微镜在暗场+紫外组合下对划痕、颗粒进行识别,低对比缺陷在紫外照明下更易显现,减少后续SEM复查批量。
— 案例C(断裂分析):使用徕卡 Plan Fluotar 物镜在暗场模式强化裂纹与微坑的对比度,辅以紫外照明提升边界清晰度,加速缺陷根因定位。
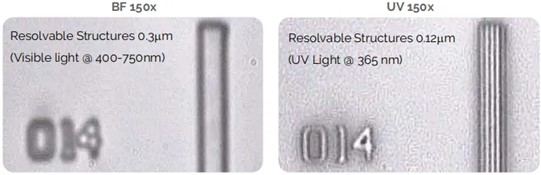
150倍可见光明场和150倍UV效果对比
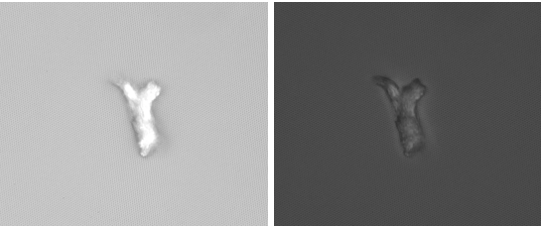
150倍可见光明场和150倍UV效果对比
6. 结论
在半导体成熟制程区间(约250–350 nm),徕卡显微系统(Leica Microsystems)基于紫外成像的光学检测方案,在保持成本与节拍可控的同时,提供更高的分辨率与稳定的计量重复性。徕卡 DM8000 M / DM12000 M 光学检测显微镜配合紫外专用高NA物镜与集成照明,有助于晶圆与掩膜版的快速CD量测与缺陷筛查,并可与CD-SEM形成互补。对于需要兼顾速度、成本与可追溯性的生产质控场景,徕卡显微系统(Leica Microsystems)的紫外成像应用提供了明确的技术价值。